
طراحی رایزر یک جنبه حیاتی در فرآیند ریختهگری است که تضمین میکند که قطعات ریختهگری عاری از عیبهایی مانند حفرههای انقباض و تخلخل هستند. رایزرها که به عنوان فیدر نیز شناخته می شوند، به عنوان مخازن فلز مذاب عمل می کنند که مواد ریخته گری را در حین جامد شدن و انقباض آن تغذیه می کنند.
طراحی رایزر برای ریخته گری فولاد
In ریخته گری سرمایه گذاری فولادهدف اصلی طراحی رایزر اطمینان از تغذیه کافی فولاد مذاب برای جبران انقباض حجمی در طول انجماد است. فولاد تمایل دارد نرخ انقباض بالایی داشته باشد، که طراحی موثر بالابر را حیاتی می کند.
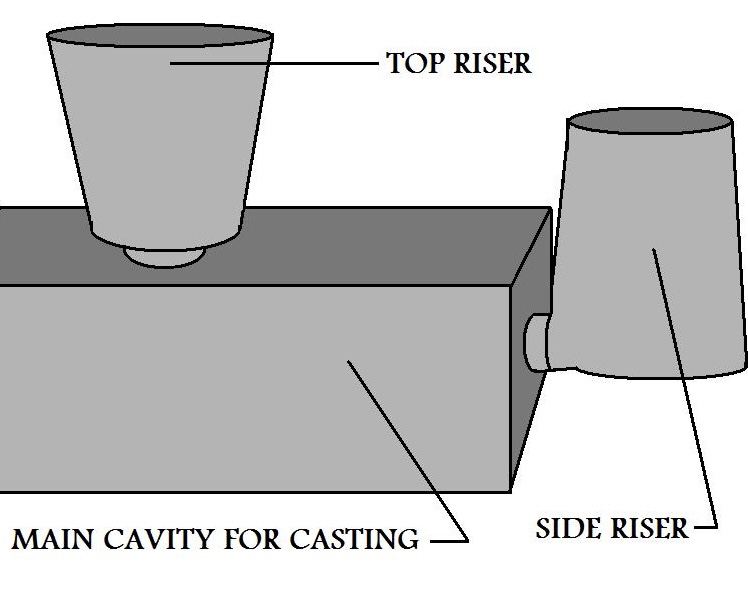
برای ریخته گری فولاد از دو نوع رایزر اصلی استفاده می شود:رایزرهای باز ورایزرهای کور. رایزرهای باز در معرض جو هستند، در حالی که رایزرهای کور در داخل قالب محصور می شوند. رایزرهای کور در به حداقل رساندن اتلاف حرارت کارآمدتر هستند.
رایزرها باید در سنگینترین بخشهای ریختهگری قرار گیرند، جایی که احتمال انقباض وجود دارد. اندازه و شکل رایزر باید طوری طراحی شود که از حجم کافی فلز مذاب اطمینان حاصل شود. رایزرهای استوانه ای معمولاً برای سهولت در برداشتن و کارایی آنها در تغذیه استفاده می شود. آستین های عایق و مواد گرمازا اغلب برای حفظ دمای رایزر استفاده می شود و اطمینان حاصل می شود که مدت طولانی تری نسبت به ریخته گری مذاب باقی می ماند.
طراحی رایزر برای ریخته گری آهن
برایریخته گری سرمایه گذاری آهنبه ویژه آهن خاکستری و شکل پذیر، هدف مدیریت ویژگی های انبساط در طول انجماد است. برخلاف فولاد، برخی از انواع آهن در مراحل نهایی انجماد منبسط می شوند و نیاز به رایزرهای بزرگ را کاهش می دهند.
رایزرهای کور به دلیل کارایی آنها برای ریخته گری آهن ترجیح داده می شوند. برای چدن داکتیل، به دلیل انبساط گرافیت در طول انجماد، رایزرهای کوچکتر اغلب می توانند کافی باشند.
رایزرهای کوچکتر و فشرده تر را می توان برای ریخته گری آهن استفاده کرد. شکل ممکن است متفاوت باشد، اما باید سطح در معرض از دست دادن گرما را به حداقل برساند و در عین حال کارایی تغذیه را به حداکثر برساند. سرما (موادی که گرما را جذب میکنند) گاهی اوقات همراه با رایزرها برای کنترل سرعت خنککننده و تقویت انجماد جهتدار به سمت بالابر استفاده میشوند.
.jpg)
طراحی رایزر برای غیر آهنیریخته گری آلیاژی
آلیاژهای غیرآهنی مانند آلومینیم و آلیاژهای مس، رفتارهای انجماد متفاوتی نسبت به فلزات آهنی دارند. هدف اصلی جلوگیری از عیوب مانند تخلخل انقباض و اطمینان از پر شدن کامل قالب است.
برای ریختهگریهای غیر آهنی، بسته به نوع آلیاژ و طرح ریختهگری، از رایزرهای باز و کور استفاده میشود. رایزرهای باز برای ریخته گری های کوچکتر رایج تر هستند، در حالی که رایزرهای کور برای ریخته گری های بزرگتر استفاده می شوند.
آلیاژهای غیر آهنی معمولاً نیاز دارند که رایزرها در بالاترین نقاط ریخته گری برای استفاده از گرانش قرار گیرند.
اندازه رایزر باید چگالی کمتر و نرخ انقباض بالاتر آلیاژهای غیر آهنی را در نظر بگیرد. رایزرهای مخروطی یا گردنی می توانند به کاهش اتلاف گرما و بهبود راندمان تغذیه کمک کنند. عایق برای آلیاژهای غیر آهنی بسیار مهم است، زیرا آنها معمولاً در دماهای پایین تر جامد می شوند. مواد گرمازا و آستین های عایق می توانند به حفظ حالت مذاب رایزر برای مدت طولانی تری کمک کنند.
زمان ارسال: دسامبر-20-2024