
In ریخته گری سرمایه گذاری,یک شکل یا ماکت (معمولاً از موم) تشکیل می شود و در داخل یک استوانه فلزی به نام فلاسک قرار می گیرد. گچ مرطوب داخل سیلندر دور مومی شکل ریخته می شود. پس از سفت شدن گچ، استوانه حاوی نقش موم و گچ را در کوره قرار می دهند و تا زمانی که موم کاملا بخار شود، حرارت داده می شود. پس از سوختن کامل موم (واکس زدایی)، فلاسک از اجاق خارج می شود و فلز مذاب (معمولاً فولاد آلیاژی، فولاد ضد زنگ، برنج و غیره) در حفره باقی مانده از موم ریخته می شود. هنگامی که فلز سرد و جامد شد، گچ بریده می شود و ریخته گری فلز آشکار می شود.
ریخته گری برای ایجاد اشیاء مجسمه ای یا اشکال مهندسی با هندسه پیچیده در فلز بسیار مفید است.قطعات ریخته گری ظاهری منحصر به فرد به آنها دارند، کاملاً متفاوت از قطعات ماشینکاری شده. برخی از اشکالی که ماشین کاری آنها دشوار است، راحت تر ریخته می شوند. همچنین برای اکثر اشکال ضایعات مواد کمتری وجود دارد، زیرا بر خلاف ماشینکاری، ریختهگری یک فرآیند کاهشی نیست. با این حال، دقت قابل دستیابی از طریق ریخته گری به خوبی ماشینکاری نیست.
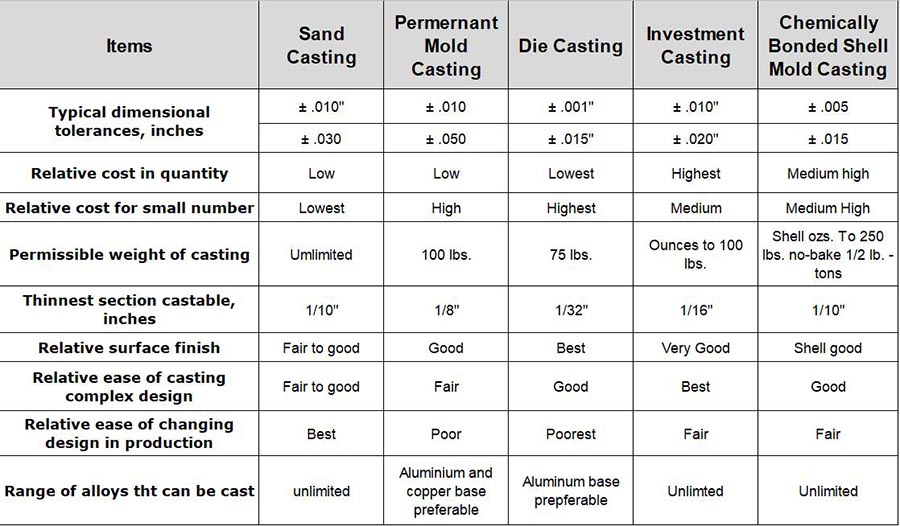
چه زمانی باید ریخته گری سرمایه گذاری و چه زمانی باید ریخته گری شن و ماسه را انتخاب کنید؟
یکی از مزیتهای بزرگ ریختهگری سرمایهگذاری این است که میتواند زیر برشهایی را در الگو ایجاد کند، در حالی که ریختهگری شنی اینطور نیست. درریخته گری شن و ماسهالگو باید پس از بسته بندی از ماسه بیرون کشیده شود، در حالی که در ریخته گری سرمایه گذاری الگو با حرارت تبخیر می شود. ریختهگریهای توخالی و مقاطع نازکتر نیز با ریختهگری سرمایهگذاری آسانتر ساخته میشوند و به طور کلی سطح بهتری به دست میآید. از سوی دیگر، ریختهگری سرمایهگذاری فرآیندی بسیار به موقعتر و پرهزینهتر است و میتواند درصد موفقیت کمتری نسبت به ریختهگری شن و ماسه داشته باشد، زیرا مراحل بیشتری در این فرآیند وجود دارد و فرصتهای بیشتری برای اشتباه پیش میرود.
زمان ارسال: دسامبر-18-2020